


米こうじ・突きハゼ三日麹
米こうじ

米こうじは蒸したお米に種麹と呼ばれるコウジカビの胞子を付着させて繁殖させたものです。
日本酒はこのコウジカビの酵素を利用してお米を溶かしています(糖化)。
また糖化作用に加えて麹自体の味わいが大きく酒の味に影響し、酒の甘みや旨味、酒の輪郭やベースと行った部分に大きく影響します。
麹の味わいは種麹の酒類、酵素量、硬さ、米、菌糸の付き方で大きく変化しますので、求める酒質に合わせた麹造りが必要となります。
米こうじの役割=酵素(米を溶かす力)+麹自体の味わいを酒に残す
近年の酒造業界では機械製麹、高グルコ種麹、酵素剤の登場、酵母特性を追い求めるあまり、麹の味わいをオフフレーバーと捉えるなど、麹の味わいよりも酵素力価の数値を求める傾向にあります。
しかし私たちは米こうじの味わいこそが日本酒において最も重要な要素だと考え、酵素力価の数値判断で麹を造るのではなく、食べて美味しい麹、酒にして美味しい麹をつくるため、官能判断による麹造りをしています。
このことが全量手づくり麹、温度計使用の廃止(温度管理から官能判断へ)、後述する天穏独自の突きハゼ三日麹に繋がり、天穏の酒質は飛躍的に向上しました。

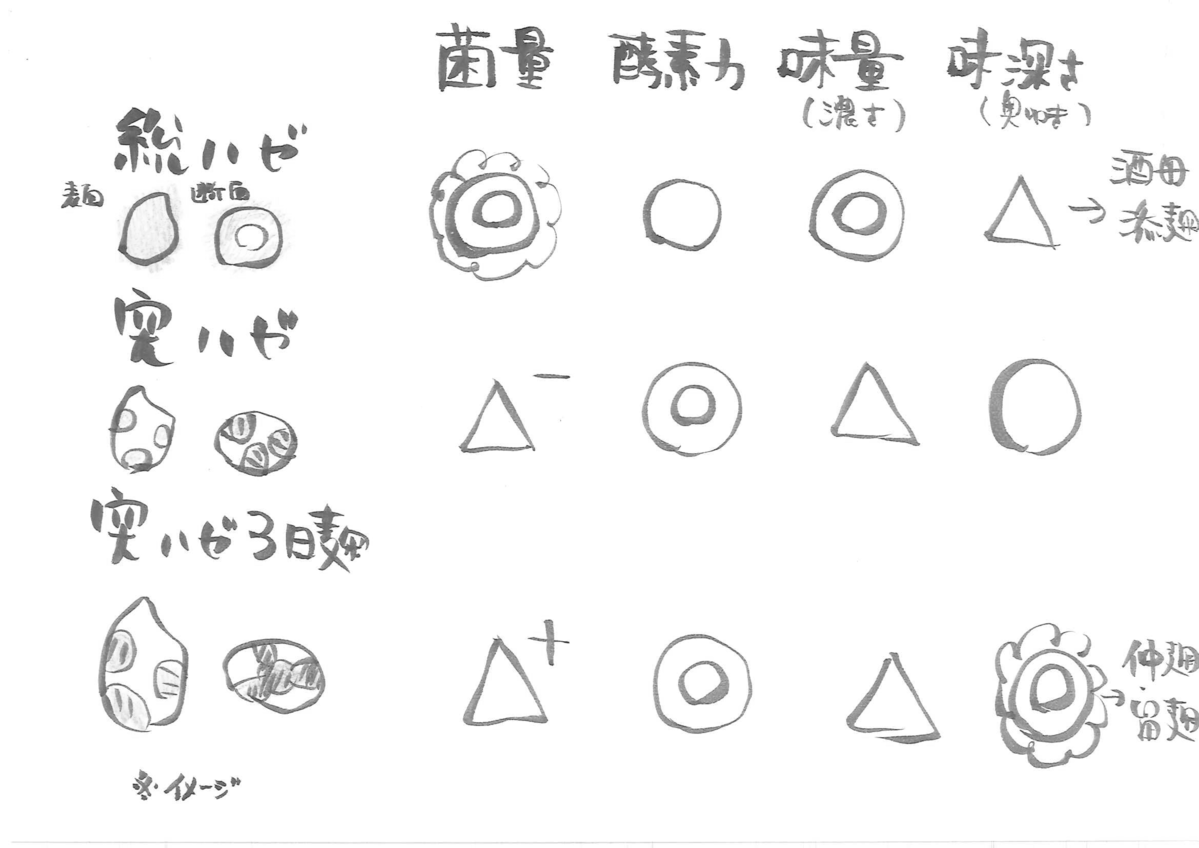
総ハゼ麹・突きハゼ麹
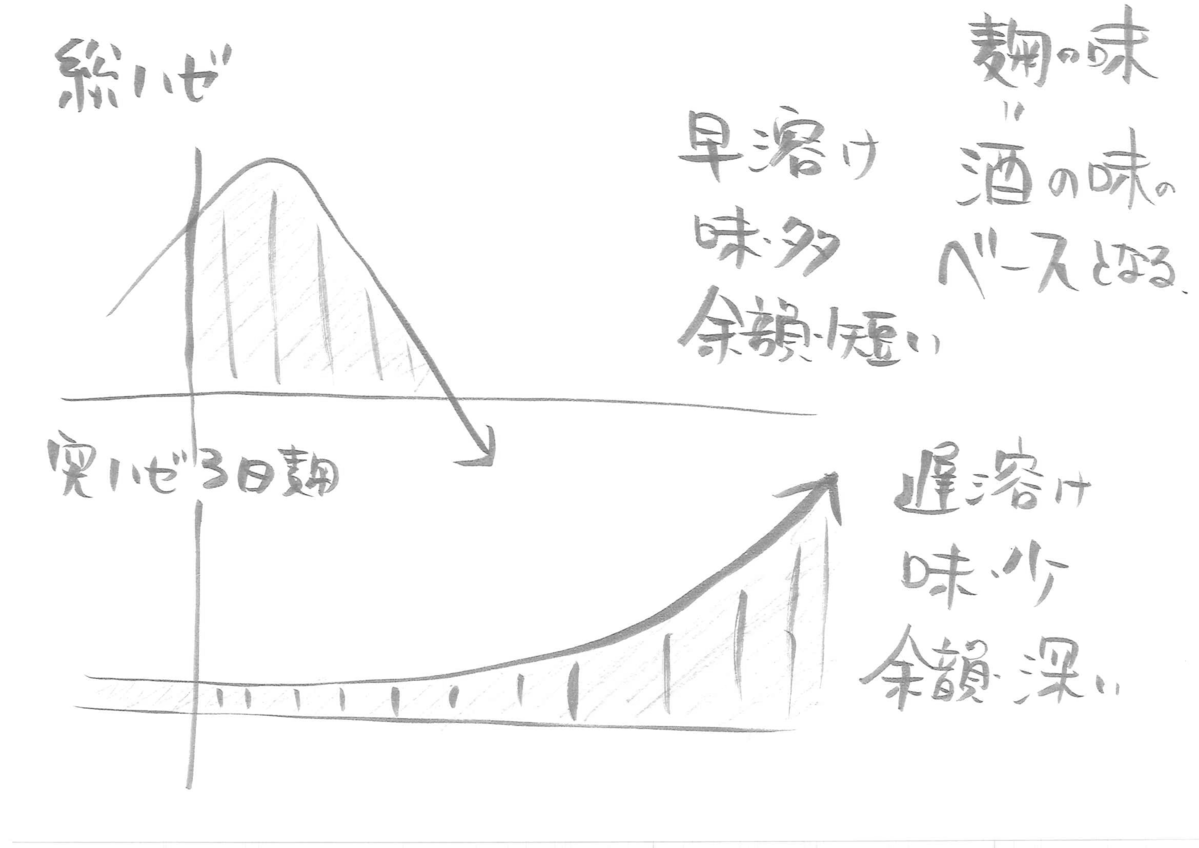
◎総ハゼ
米の表面全体に麹の菌糸が回った麹を総ハゼ麹といいます。ハゼ(破精)とは菌糸のことです。
麹の菌糸は水分のある場所へ菌糸を伸ばします。そのため、総ハゼ麹をつくる場合は、麹を造る部屋の湿度を高くし、米に吸わせる水の量を多くします。
そこに種麹を多量に散布し、育成すると総ハゼ麹になります。
総ハゼ麹は菌糸の量が多いため酵素量も多くなり、米が多く溶けるようになります。
米が多く溶けることと、麹自体も軟らかいため溶解がとても早く即効性があり、糖分、酸、アミノ酸、アルコールが多く生成します。
また水分と糖分が多く、カビで覆われている総ハゼ麹は雑菌汚染や繁殖のリスクが高く、酒の酸度が上がる、鋭角的な酸味を感じるなど酒の味に影響が出ます。
天穏では総ハゼ麹は酒母麹、添麹で使用しています。(日本酒は酒母→添→仲→留と四回に分けて仕込む)
酒母も添麹も酵母を増やす工程なので、溶けやすく栄養分を素早く供給できる総ハゼ麹を使います。
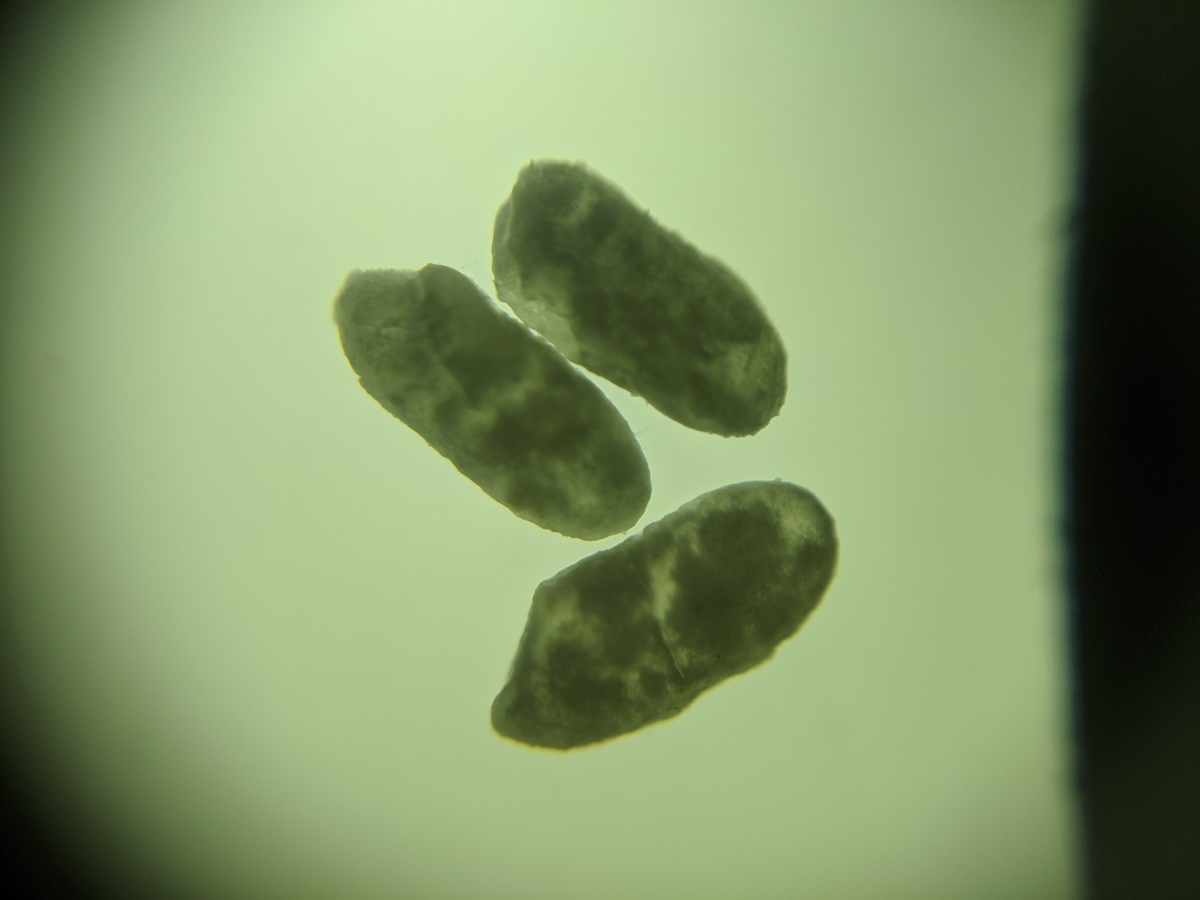
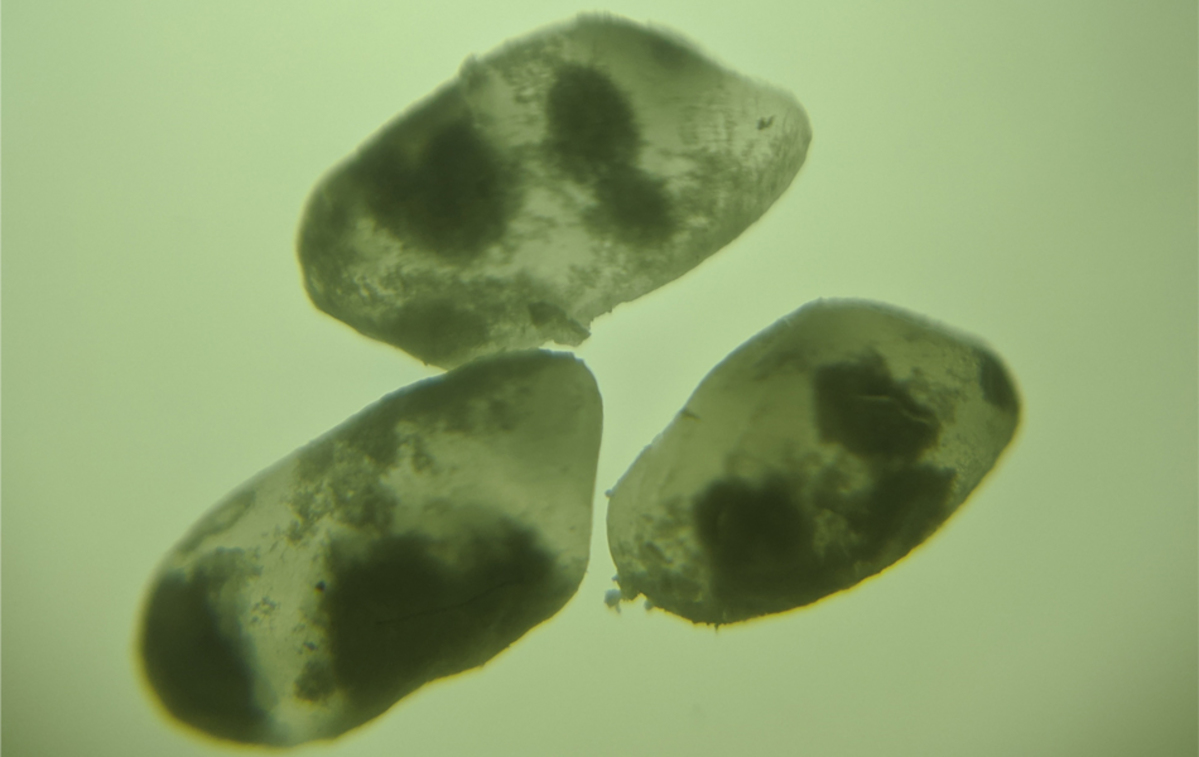
総ハゼと言っても天穏の総ハゼ麹はレンガのように固まらず、表面水分を枯らしたパラパラサラサラの総ハゼ麹をつくり、重さや汚染のないような出来にしています。
上の写真のうように総ハゼと突きハゼ麹の中間に近いものになっています。
酒母・添・仲・留と全てに総ハゼ麹を使うと酒が濃く、飲みにくい重い酒になるので天穏の特定名称酒では仲と留で総ハゼ麹は使いません。
◎突きハゼ
米の内部に突くように菌糸が生えることから突きハゼ麹といいます。
菌糸は水のある方に菌糸を伸ばすことから、突きハゼを作る場合は部屋の湿度を極力減らし、米の水分量を減らして表面を固く乾燥させます。
そして散布する種麹の散布量を減らし育成することで突きハゼ麹ができます。
突きハゼ麹の造り方は言い換えると、麹の生えにくい環境をつくることだと言えます。
麹が育ちにくい環境で麹を育てるという事はとても難易度が高く、時間もかかるため高度な製麹技術が必要となります。
突きハゼ麹は菌糸が育ちにくい環境にもかかわらず、米の中心まで水を求めて強く深く菌糸を伸ばすため、総ハゼ麹に比べて酵素力(米を溶かす力)が高いのが特徴です。
しかし米の表面の菌糸の量が少ないため、溶解に時間がかかり、米を一度に多く溶かすことはできません。
長期的にじんわり溶けるため、発酵をゆっくり進める吟醸醪に適しているため、突きハゼ麹は吟醸麹とも呼ばれます。
米表面の水分量が少なく雑菌汚染と繁殖のリスクが低いこと、ゆっくり溶けるため酸、アミノ酸、アルコールの生成が遅れることで酒がキレイに仕上がります。
欠点としては麹の効きが遅いこと、菌糸の生えていない部分は溶けないため、粕が多くなり経済性が悪いことがあげられます。
天穏では突きハゼ麹は仲麹と留麹で使用します。
突きハゼ三日麹

天穏では通常2日48時間ほどで造る麹を3日72時間以上かけてつくります。
酵素力価(数値)で判断するのであれば48時間でも十分な酵素力価は得られます。
しかし酒への味わいを付与するための麹という官能目線で麹をつくる場合、48時間ではお酒に深い味わいを与える麹はなかなかつくれません。
72時間以上、麹をゆっくり育成し、味わいに深い余韻と栗香がでた段階で出麹します。
上手にできた突きハゼ三日麹はとても綺麗で味わい深く、栗香と余韻が深くどこまでも続いていくような甘美な麹となります。
この突きハゼ3日麹が、天穏に清らかさ、味わい深さ、吟味、余韻、そして穏やかさや優しさといった心地よいニュアンスを感じさせてくれます。
◎環境に逆らわない麹つくり

米こうじをつくる天穏の麹室(こうじむろ)は広く、壁にはベニアの合板が使用されているため、湿度を保つことができません。時期にもよりますが平均で湿度が15~30%と麹室としては非常に乾燥した空間で麹の生えにくい環境となります。
この環境は総ハゼ麹を造るには不向きな環境ですが、突きハゼ麹を造るには良い環境です。
以前は加湿器を設置して麹室の環境を変えようとしていましたが、現杜氏になってから蔵の環境(麹室)を活かす麹作りをするほうが蔵独自の麹が生まれ、なおかつ安定すると判断され、この乾燥した麹室のまま突きハゼ麹を造りそれを磨いていくことになりました。
このことが突きハゼ三日麹へと繋がります。
その結果、酒質が安定し、どの製品も天穏の個性が伺える統一感のある酒になりました。

天穏では箱麹法を採用しています。
天穏の乾燥する麹室で蓋麹法を行うと、過度に麹が乾燥してしまいます。蓋麹が有効なのは湿度の高い麹室に限ります。
麹の序盤では保湿ができ、ハゼの回った後半では広げて水分の発散が可能な箱麹法が天穏の麹室ではベストな方法となります。
